Blogs
About Parison and Parison Control
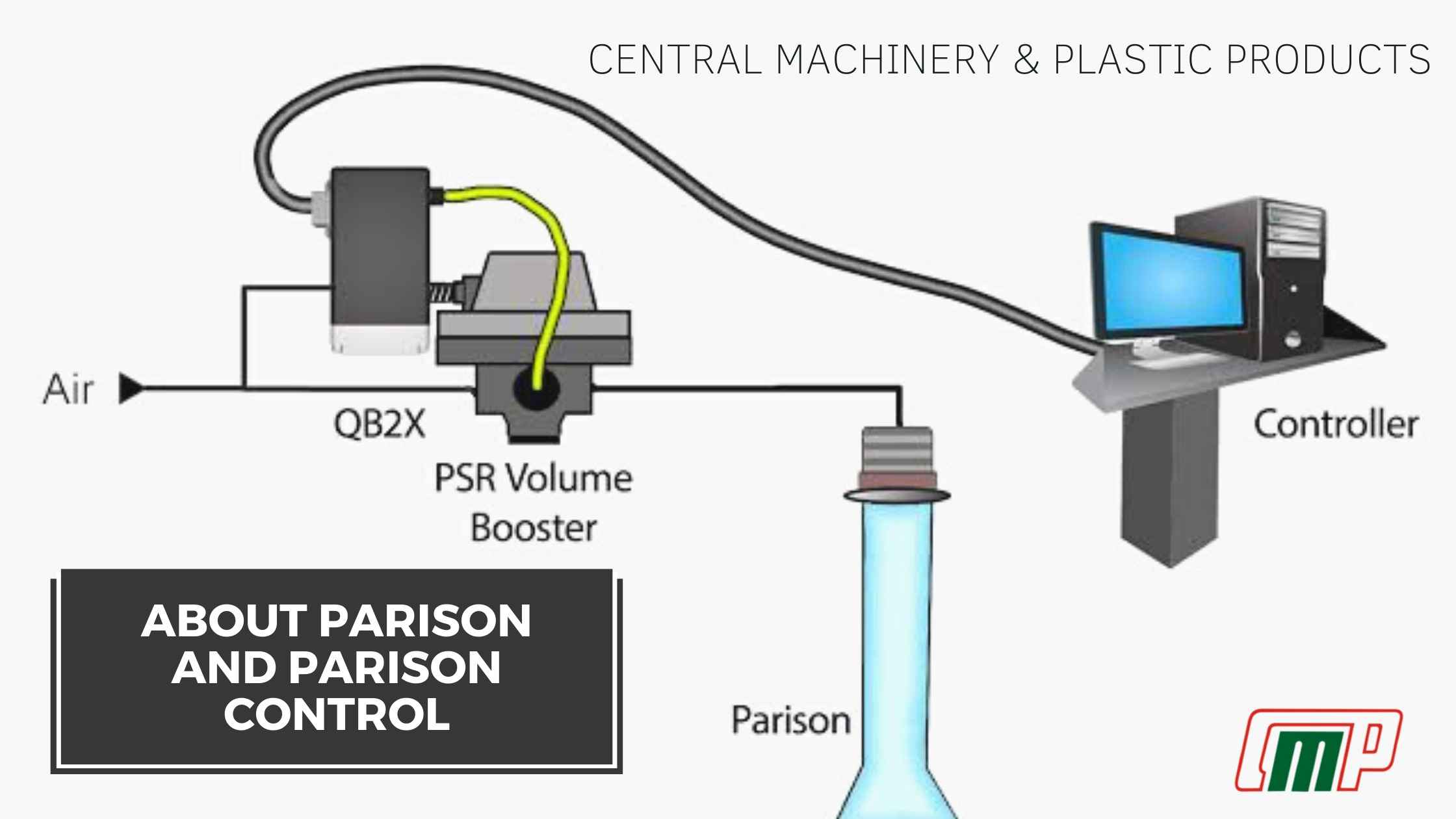
Parison blow moulding of intricate plastic bottles and other plastic parts requires air pressure control that is precise, repeatable and rapid responding. Proportion-Air offers electronic closed-loop pressure and flow control used to improve processes in the plastics blow moulding industry.
Once set, the control profile can be saved to a file in the customer’s PLC. A changeover to make a different part becomes as easy as pushing a button. The electronic pressure controllers can be factory-tailored to any application requirements.
We’ve often found that controlling the flow to a parison blow moulding application is more effective, in certain situations. But, if pressure control is to be used, we always specify our 2-loop pressure control configuration featuring a QB2 and volume booster assembly for maximum accuracy and repeatability.
Capturing the Parison
To design a blow moulded product, you must understand the interaction between the molten plastic parison and the mould. If you’ve blown a bubble from bubble gum you can understand blow moulding. The plastic material stretches like the gum and if it gets too thin it ruptures. Since the parison is extruded as a tube, it is easy to make a tube or bottle-shaped part, not much stretching occurs. The two mould halves open, the parison is inserted, the mould halves close and the part is blown. The split between mould halves is known as the parting line. We try to have a large enough parison diameter that as it flattens, it can be captured by the entire perimeter of the panel at the pinch-off. If the parison does not extend to all areas of the pinch-off, it must stretch the rest of the way.
The soft plastic can stretch only a short distance before it begins thinning. Like the bubble gum, the first thin spot is weakest and it gets thinner fastest until it pops. If the plastic parison pops it is called a “blow-out” and results in no part formation at all.
Parison wall thickness control in blow moulding is an important step during the production process. To a certain extent, it improves the quality of blow-moulded products. So, how much do you know about parison wall thickness control in blow moulding?
Why parison wall thickness control in blow moulding is important?
- For blow moulding products:
Blow moulding technology is to make the plasticized parison close to the inner wall of mould by air pressure. Minimum parison wall thickness is specified for the blow moulding container products due to its strength requirements. The parison wall thickness of blow moulding products is also a major factor to measure quality. So, during the production process, to ensure the quality of blow moulding products, it requires the parison wall thickness can accurately track the setting value and the responding speed of tracking is fast enough. The wall thickness of the parison is more uniform and stable, the blow moulding product is more strong and wearable, the quality is better.
So, parison wall thickness control in blow moulding is important.
- Fora plastic blow moulding machine manufacturer:
Now, the customer’s requirements for blow moulding products are becoming more and more diverse, such as different capacities, different shapes, purposes, layers, and so on. The requirement of layers is related to the parison wall thickness. Why? If customers want to produce multi-layers blow moulding products, it involves the uniformity of every layer wall thickness.
Naturally, the technology of parison wall thickness control in blow moulding is needed. The parison wall thickness control is also helpful to improve the performance of plastic blow moulding machinery.
What is Parison wall thickness control in blow moulding? About its principle?
Blow moulding process, the material is extruded from the gap of the die head after plasticizing, moulded by blowing and cooling. The principle of parison wall thickness is heating the expansion equipment at the lateral mould ring of the mould outlet. Adjust expansion equipment temperature by the heater.
By the change of expansion volume at different temperatures, push forward the radial deformation of mould ring, change the size of mould gap, control the outflow at the mould, and change the parison wall thickness.
Generally, there are several thermal expansion equipment installed on the circumference of the mould ring. Control the interfacial gap of the mould at each point on the circumference to achieve the control effect of parison wall thickness in blow moulding.
How to achieve the parison wall thickness control in blow moulding?
There are many control methods for blow moulding machines, right?
For example, profile mould, axial wall thickness control technology and radial wall thickness control technology and flexible ring technology, edge modification technology, embryo temperature difference method, the combination of vacuum suction and extrusion blow moulding, etc.
In addition to these control methods, the corresponding parison wall thickness controller can also be used to cooperate with the blow moulding machine.
The method of parison wall thickness control in the blow moulding machine is different. Dividing several points during the moulding process of each parison. Control the parison wall thickness of these points separately. The fewer the number of control points, the faster the response speed. But, the control points are too few, it’s hard to achieve the accuracy of parison wall thickness control, and form the weld seam around the parison. If there are too many control points, it will cause the responding speed too long. The parison has come out before the servo cylinder can respond to the received signal.
The level of plastic blow moulding processing machines depends largely on the level of control. The blow moulding machine with good performance is a widely adopted control system with high accuracy. Fuzzy control, statistical process control (SPC), and network-based remote monitoring and fault diagnosis control systems are used in some high-precision plastic machinery.
In the long term, whether it is a plastic machinery manufacturer or a user of plastic machinery, parison wall thickness control in blow moulding is a reliable technology to improve the performance of machines or products.
About CMP parison controller for blow moulding.
Over the years of experience and development, CMP blow moulding machines provide parison controllers with BECKHOFF AND B&R Automation. Our parison control is integrated with the machine which results in one PLC control and helps save in power as it works on machine Hydraulic circuit. Other make parison control runs on separate hydraulic circuits which adds on a hydraulic motor which increases the power consumption. CMP parison control has the capability to run 2 different profiles at 2 different stations.
CMP blow moulding machines are equipped with different types of parison controls ranging from 300 to 100 points depending upon the display of selection.
CMP also offers portable parison control used when you’re machines are not equipped with a build-in parison controller: http://cmppin.com/product-category/parison-controller/