Blogs
What are the 2 types of Extrusion Blow Moulding Machines?

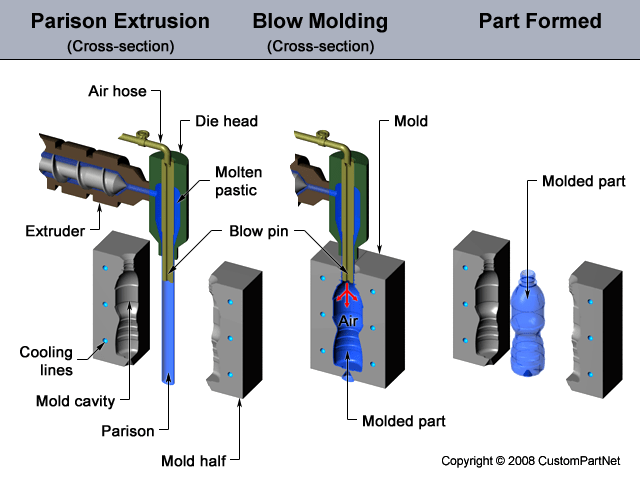
Blow moulding is a manufacturing process used for the production of plastic bottles, containers, and custom shapes. At Central Machinery and Plastic Products, we use extrusion blow moulding (EBM). EBM bottles are easily identifiable by their pinch line across the base of the bottle. This line is created as the mould cavity closes on the parison and the tail is trimmed off.
The extrusion blow moulding process can be broken down into two subcategories: Continuous extrusion blow moulding and Accumulator (Intermittent) extrusion blow moulding.
In continuous blow moulding, the plastic is extruded constantly while the machine runs. With accumulator extrusion blow moulding, the extruder runs for a designated amount of time and fills a reservoir with plastic; after the reservoir has been filled, a ram is activated and pushes the material from the reservoir through the extrusion head.
An EBM machine can be used to manufacture a wide variety of bottles, containers, and shapes commonly used to make products we use in daily life such as oil bottles, peroxide bottles, shampoo, and personal care items among many others. Accumulator EBM machines are often used to make large parts or products that require thick walls, such as Gallon, Water coolers and gasoline containers/drums.
1. What are the Features and applicability of continuous extrusion blow moulding?
- The parison is continuously extruded throughout the cycle.
- It can only be used with materials that have good melt strength.
- It also can only be used for short cycle times.
The moulding equipment for continuous extrusion blow moulding is simple, requires little investment, and is easy to operate. It is a moulding method commonly used by domestic small and medium-sized enterprises.
Continuous extrusion blow moulding can be achieved with a variety of equipment and operation methods. It includes the extrusion of one or more parisons; the use of more than two moulds; the use of more than one mould clamping device; the use of reciprocating, flat turntable, vertical turntable type clamping devices, etc.
Continuous extrusion blow moulding is suitable for medium-capacity containers or hollow products, large-volume small containers, PVC, and other heat-sensitive plastic bottles and hollow products.
Medium-capacity containers or hollow products require larger extrusion embryos. The extrusion time of its embryo is also longer, beneficial to the extrusion of the embryo and the inflation of the embryo. Cooling and product de-moulding are carried out simultaneously, and completed at the same time, to achieve continuous extrusion blow moulding. CMP’s moulding method can continuously blow moulds of 50ml to 10L containers.
Large batches of small containers, such as bottle containers, because of the small amount of parison, the time required to extrude the parison is small. Usually, the extrusion of the parison and the inflation moulding of the parison cannot be completed at the same time. However, when mass production of small containers, the use of two or more moulds and mould clamping devices can relatively delay the moulding cycle of blow-moulded containers to achieve continuous extrusion blow moulding.
For hollow products such as PVC and other heat-sensitive plastics, due to the continuous extrusion of the embryo, the residence time of the material in the extrusion process is short and it is not easy to degrade, so the blow moulding of PVC and other plastics can be carried out in a long-term and stable manner. This moulding method is also suitable for blow moulding of LDPE, HDPE, PP, and other plastics.

2. What are the Characteristics and applicability of Accumulator extrusion blow moulding?
- The plastic material that is extruded is stored in an accumulator.
- When the mould opens, the accumulator pushes the material out of the die to form a parison.
- It is used for parts with long cycles and materials with a low melt strength
With the accumulator method, an accumulator gathers melted plastic and when the previous mould has cooled and enough plastic has accumulated, a rod pushes the melted plastic and forms the parison. In this case, the screw may turn continuously or intermittently. With continuous extrusion, the weight of the parison drags the parison and makes calibrating the wall thickness difficult. The accumulator head or reciprocating screw methods use hydraulic systems to push the parison out quickly by reducing the effect of the weight and allowing precise control over the wall thickness by adjusting the die gap with a parison programming device.
Accumulator extrusion blow moulding can be divided into three ways. That is:
- Accumulator extrusion of intermittent operation of the extruder, separation of storage device and head.
- Accumulator extrusion blow moulding with blow moulding, storage device, and machine head integrated.
- The accumulator operation of the extruder and the intermittent forming of the parisons have low production efficiency.
The accumulator extrusion blow moulding method in which the storage device is integrated with the machine head is widely used. It includes an accumulator extrusion blow moulding of a right angle head with a storage cylinder and a right angle head of a storage cylinder with a program control device.
In this way, the storage cavity is set in the machine head, that is, the storage cavity is integrated with the flow path of the machine head, and the parison can be quickly formed by moving the annular piston downward to press out the melt. The storage cavity volume of this machine head can reach more than 250L, and it can blow moulding large products. Multiple extruders can be used to feed the machine head intermittently.
To know more about our Accumulator series, please visit our product page.