Blogs
What is Extrusion Blow Moulding Machine?
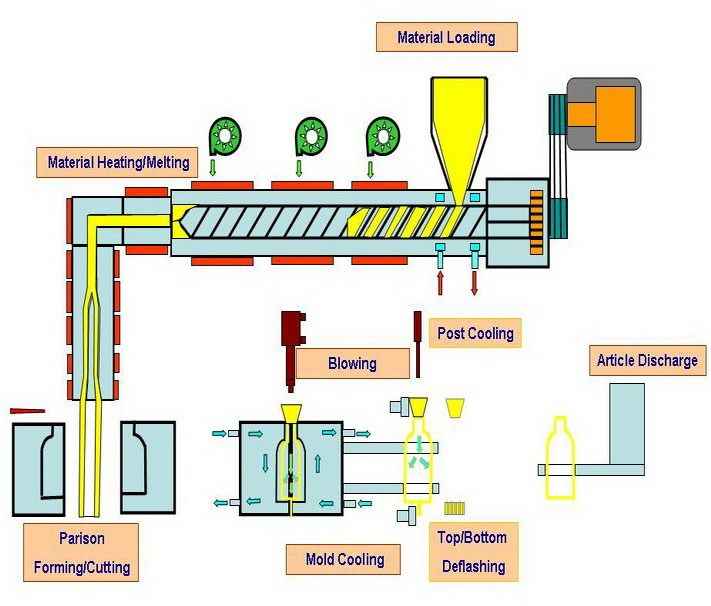
Blow moulding is an umbrella term for forming hollow plastic parts by inflating a molten plastic tube or parison until it fills a mould and forms the desired shape. Think of it as inflating a balloon inside of a water bottle. The blow moulding process begins with melting down the plastic and forming it into a parison. The parison is a tube-like piece of plastic with a hole in one end through which compressed air can pass. Water channels are carved into the mould to assist in cooling.
Raw plastic is first heated, after which it’s formed into a parison. The molten polymer is led through a right angle head and through a die to emerge as a parison. When the parison has reached a sufficient length, the mould is closed around it. The mould mates closely at its bottom edge, thus forming a seal. The parison is cut at the top by a knife then air is blown into it. The air pressure then pushes the plastic out to match the mould. Once the plastic has cooled and hardened, the mould opens up and the part is ejected.
Most polyethylene hollow products like milk bottles, shampoo bottles, automotive ducting, watering cans, and hollow industrial parts such as drums are examples of parts made by Extrusion Blow Moulding (EBM) process
Following are some points relates to EBM:
1. Advantages
- Low tool and die cost
- Fast production rates
- Ability to mould complex parts
- Handles can be incorporated into the design
- Parisons are often made of mixed (multilayer) materials, to increase their barrier properties making them recyclable.
There are several advantages of using Central Machinery & Plastic Product’s Extrusion Blow Moulding Machine, one of them is that our EBM has the best multi-layer capability. In some instances, our EBM bottles can have up to 7 layers of materials that includes virgin plastic resin layers that encase a regrind (PCR) layer, barrier layer, and adhesive layers to bond the other layers together.
Although specific capabilities differ from one manufacturer to the next – other capabilities unique to EBM includes IML (in-mould labelling), window stripe on bottles, angled and offset necks, handler, and multiple necks.
In terms of logistics and cost benefits, EBM mould fabrication time is often shorter and relatively inexpensive compared to other blow moulding methods. Our Extrusion Blow Moulding Machine has interchangeable mould parts which allow the same bottle to be moulded with different neck finishes, body, or embossment inserts. Since the inserts are interchangeable, the job change-over-time are often relatively short.
2. Disadvantages
- Limited to hollow parts
- Low strength
- To make wide neck jars spin trimming is necessary.
Any surface defect that results from the extrusion of the parison or sweating of the mould will cause surface appearance problems on the part. If there is a change in parison thickness or if the pinch-off is not designed correctly, there could be possibility of a weak weld leading to part failure.
But with CMP’s Blow Moulding Machine, the disadvantages can be ignored easily. We keep on trying and testing our machines before dispatch. We make our customer’s work easy without making them face any technical issues for the same.
3. Materials
The most widely used materials for Blow Molding are:
- Low-Density Polyethylene (LDPE), High-Density Polyethylene (HDPE)
- Polypropylene (PP)
- Polyvinyl Chloride (PVC) (Used Occasionally)
Extrusion Blow Molding is one of several blow moulding methods to produce plastic bottles, jars, and jugs.
It is a common blow moulding technology used to process many different plastics, including HDPE, PVC, PC, PP, and PETG – and very common with bottles requiring multi-layer technologies (bottles with special oxygen/moisture barrier requirements to improve product compatibility & stability).
4. Concerns
EBM can suffer from a range of concerns and the main concerns are:
- Die swell – treated as for standard extrusion and corrected by parison control.
- Axial thickness variations in the parison – unless the parison is accurately centred, the thickness will vary around the extrusion axis and create weak areas.
- Parison droop (elongation of the parison due to own weight) – can be reduced by parison controller or by using a polymer with a higher zero shear viscosity.
- Mottled surface due to water or uneven cooling – by reducing water temperature.
- Tops and tails folding – where excessive tops or tails fold back onto the main product and stick to it.
The crystallinity, density of the material and the melt strength define which material can be used for which blow moulding process. E.g. PE-HD and PE-LD are used for EBM because of their high melt strength, whereas PP is not often used because of the lower melt strength.
With the help of our technical team, we try our best to not meet any of the concerns above. Even if we face such, we rectify it quickly to make the working of our machine smoothly.