Blogs
Intermittent and Continuous Extrusion Blow
Molding
Two blow molding concepts are typically employed in the manufacture of large coextruded parts: intermittent blow molding and continuous extrusion blow molding.
In intermittent blow molding, an accumulator type head is typically employed whose accumulator may include a number of push-out pistons in accordance with the number of layers of required. If the number of layers required is three or more, a multi-piston accumulator head may be used in conjunction with a number of reciprocating screws for formation of the extra layers.
In continuous extrusion, One obvious difference between the two concepts is that continuous co. Extrusion does not employ any reciprocating components for the formation of the various layers (pistons or reciprocating screws). The fact that it is continuous extrusion not only enhances that laminar flow of the various components of the structure through the head, but it also greatly simplifies the machine design and its controls. With continuous extrusion, the wear and tear of moving components within the head is eliminated, color changes are greatly simplified, the complexity of the machine ( controls) is greatly reduced (as is the operation), and machine cost is reduced significantly.
For either concept, depending on the structure required and the materials used, each layer may be fed by its own extruder or the output of any extruder may be divided to form multiple layers of the structure. In the latter use, the versatility of the machine and its control is obviously reduced.
The advantages of intermittent and continuous co.extrusion. Clearly, continuous co.extrusion si by far the preferred concept in terms of machine simplicity, stability and operation, energy efficiency, as well as most importantly machine and product cost. In addition, the cycle time of a continuously operating machine is less than that of an intermittent machine because the parison is already extruded and read to be transferred into the blow mold when the previous part is ejected.
The parison must be ejected carefully out of the accumulator head or reciprocating screw extruder to preserve layer integrity. This is especially the case in multilayer co.extrusion of barrier structures in which the bonding and barrier layer may comprise only 1 to 4% of the structure.
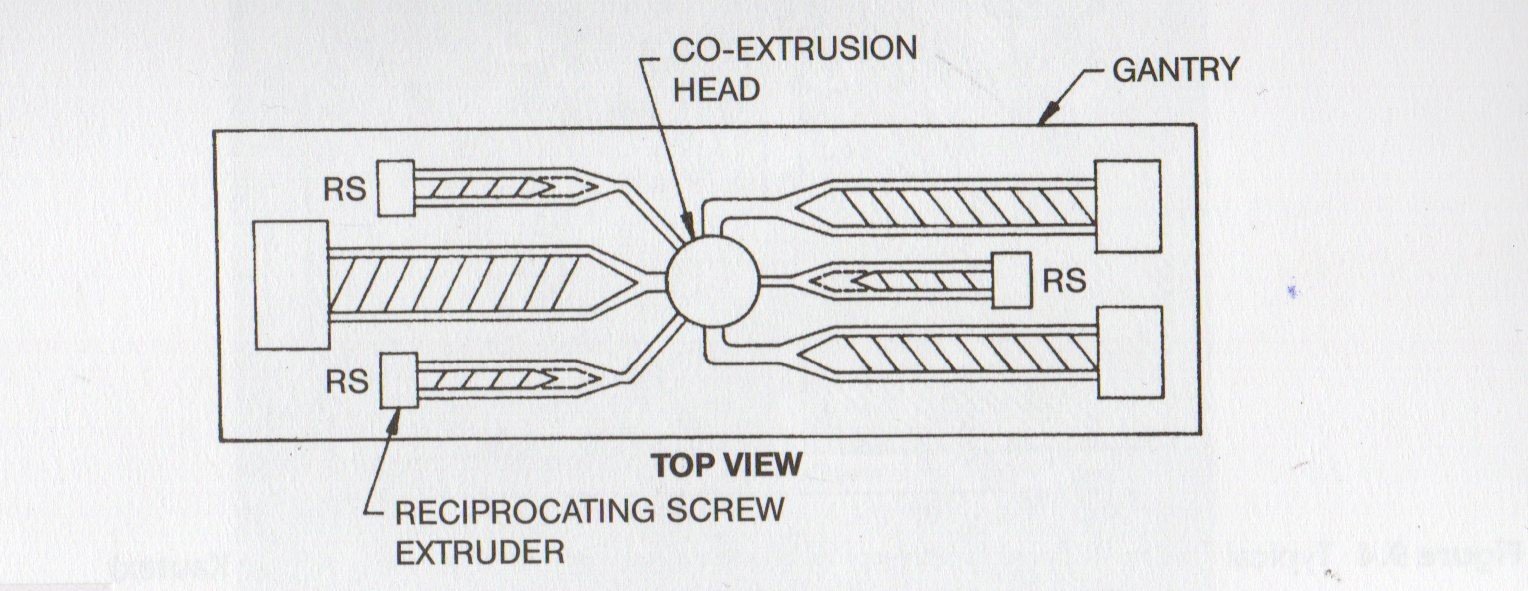
Location of extruders for coextrusion head (Courtesy Krupp Kautex)